 EN
EN
Accueil / Actualités / Nouvelles de l'industrie / Comment protéger les aimants NdFeB frittés pour moteurs synchrones de la corrosion ?
Nouvelles de l'industrie
Oct 24,2025
Comment protéger les aimants NdFeB frittés pour moteurs synchrones de la corrosion ?
Pourquoi les aimants NdFeB frittés dans les moteurs synchrones sont-ils sujets à la corrosion ?
Avant d'explorer les méthodes de protection, il est essentiel de comprendre les causes profondes de la corrosion des aimants frittés NdFeB (néodyme-fer-bore), les aimants permanents les plus puissants disponibles, mais intrinsèquement vulnérables à la dégradation. Cette vulnérabilité est amplifiée dans les moteurs synchrones (utilisés dans les véhicules électriques, les entraînements industriels et les systèmes d'énergie renouvelable), qui fonctionnent souvent dans des environnements difficiles :
Faiblesse de la composition du matériau :
Les aimants NdFeB frittés contiennent 25 à 35 % de néodyme (Nd) et 60 à 70 % de fer (Fe), deux métaux hautement réactifs. Le Nd s'oxyde rapidement dans l'air pour former des oxydes libres et poreux (Nd₂O₃), tandis que le Fe rouille (Fe₂O₃/Fe₃O₄) en présence d'humidité. La structure frittée de l'aimant (formée en pressant et en chauffant de la poudre) crée également de minuscules pores (0,1 à 1 μm) sur sa surface. Ces pores retiennent l'humidité, l'oxygène et les contaminants (par exemple, l'huile moteur, la poussière), accélérant ainsi la corrosion localisée (piqûres).
Environnements de fonctionnement des moteurs synchrones :
Les moteurs synchrones exposent les aimants à des déclencheurs de corrosion qui aggravent la dégradation :
Humidité : les moteurs des véhicules électriques (sous la carrosserie), les pompes industrielles (à proximité de l'eau) ou les éoliennes (à l'extérieur) absorbent l'humidité ou la vapeur d'eau, qui réagit avec le Nd et le Fe.
Fluctuations de température : les moteurs chauffent pendant le fonctionnement (80 à 150 °C) et refroidissent lorsqu'ils sont éteints. Ce « cycle thermique » provoque de la condensation à l'intérieur du moteur, déposant de l'eau liquide sur les surfaces des aimants.
Contaminants chimiques : les lubrifiants pour moteurs (avec des additifs de soufre ou de chlore), les liquides de refroidissement (à base de glycol) ou les fumées industrielles (dans les usines) agissent comme des électrolytes, accélérant la corrosion électrochimique (la principale cause de défaillance des aimants).
Contraintes mécaniques : les vibrations du rotor dans les moteurs synchrones à grande vitesse (par exemple, les moteurs de traction EV) peuvent fissurer les revêtements protecteurs, exposant le matériau nu de l'aimant à des éléments corrosifs.
Si elle n'est pas protégée, la corrosion réduit la densité de flux magnétique de l'aimant (de 5 à 20 % en 1 à 2 ans) et affaiblit sa résistance mécanique, conduisant finalement à un déséquilibre du rotor, à une baisse du rendement du moteur ou à une désintégration complète de l'aimant.
 Cliquez pour visiter nos produits : aimants NdFeB frittés dans les moteurs synchrones
Cliquez pour visiter nos produits : aimants NdFeB frittés dans les moteurs synchrones
Quelles technologies de revêtement de surface sont les plus efficaces pour la protection contre la corrosion ?
Les revêtements de surface constituent la première ligne de défense pour aimants NdFeB frittés dans les moteurs synchrones —ils agissent comme une barrière entre l'aimant et les éléments corrosifs. Le choix du revêtement dépend de la température de fonctionnement du moteur, de l’exposition à l’humidité et des contraintes de coût. Voici les options les plus efficaces :
Revêtement autocatalytique au nickel-phosphore (Ni-P) (le plus courant pour les moteurs)
Comment ça marche : Un processus de dépôt chimique qui forme une couche de nickel-phosphore uniforme et dense (5 à 20 μm d'épaisseur) sur la surface de l'aimant. Le revêtement est amorphe (non cristallin) une fois déposé et un traitement thermique (200 à 400 °C) le convertit en une structure dure et résistante à l'usure (HV 800 à 1 000).
Résistance à la corrosion : les revêtements Ni-P résistent à 500 à 1 000 heures de tests au brouillard salin neutre (NSS) (conformément à la norme ASTM B117) sans rouille rouge, ce qui dépasse de loin le minimum de 240 heures pour les applications automobiles. Le revêtement scelle les pores de la surface et empêche la pénétration de l'électrolyte.
Avantages du moteur synchrone :
Tolère des températures élevées (jusqu'à 200 °C) — compatible avec la plupart des plages de fonctionnement des moteurs synchrones (80 à 150 °C).
Excellente adhérence au NdFeB fritté (même sur des formes d'aimants irrégulières, comme les segments d'arc pour les rotors).
Résiste à l’huile moteur et aux liquides de refroidissement : aucune réaction chimique avec les lubrifiants courants.
Limites : susceptible de se fissurer sous des cycles thermiques extrêmes (par exemple, les moteurs de véhicules électriques qui chauffent rapidement de 25 °C à 150 °C). Dans de tels cas, une « couche de finition Ni-P » (par exemple, époxy) est utilisée pour améliorer la flexibilité.
Revêtement en résine époxy (économique pour les environnements à faible humidité)
Comment ça marche : Un époxy liquide (polymère thermodurcissable) est pulvérisé ou trempé sur l'aimant, puis durci à 80-120°C pour former un film mince (10-30 μm). Des additifs tels que des particules de céramique ou des inhibiteurs de corrosion (par exemple, le phosphate de zinc) peuvent être mélangés pour améliorer les performances.
Résistance à la corrosion : les revêtements époxy standard résistent à 200 à 400 heures de tests NSS ; l'époxy « haute performance » (avec inhibiteurs de corrosion) atteint 600 heures. Le revêtement est imperméable à l'humidité et aux huiles.
Avantages du moteur synchrone :
Faible coût (1/3 du prix du Ni-P) : idéal pour les moteurs industriels sensibles au budget (par exemple les petites pompes).
Flexible : résiste aux fissures dues aux vibrations ou aux cycles thermiques (critique pour les moteurs de traction EV).
Propriétés isolantes : empêche les courts-circuits électriques entre les aimants et les composants du rotor.
Limites : Résistance aux basses températures (max 120 °C) – ne convient pas aux moteurs synchrones de haute puissance (par exemple, les éoliennes qui atteignent 150 °C).
Revêtements par dépôt physique en phase vapeur (PVD) (haute température, haute performance)
Comment ça marche : Un processus sous vide qui évapore les métaux (par exemple, l'aluminium, le chrome) ou les céramiques (par exemple, Al₂O₃, TiN) et les dépose sous la forme d'un film mince (1 à 5 μm) sur la surface de l'aimant. Les revêtements PVD sont denses, uniformes et adhèrent fortement à l'aimant.
Résistance à la corrosion : les revêtements PVD Al₂O₃ résistent à 1 000 heures de tests NSS et résistent à l'oxydation jusqu'à 500 °C. Ils sont imperméables aux acides, aux alcalis et aux liquides de refroidissement du moteur.
Avantages du moteur synchrone :
Tolérance aux températures extrêmes : idéale pour les moteurs synchrones de haute puissance (par exemple, moteurs de propulsion d'avion, entraînements industriels) qui fonctionnent entre 150 et 250 °C.
Revêtement fin (aucun impact sur les dimensions de l'aimant) : essentiel pour les assemblages de rotor de précision où la taille de l'aimant affecte l'équilibre.
Limites : coût élevé (5 fois plus élevé que le Ni-P) et limité à une production en petits lots, principalement utilisé dans l'aérospatiale ou les moteurs EV haut de gamme.
Revêtement en alliage zinc-nickel (Zn-Ni) (résistant à l'eau salée)
Comment ça marche : Un processus de galvanoplastie qui forme un alliage zinc-nickel de 5 à 15 μm d'épaisseur (10 à 15 % de nickel) sur la surface de l'aimant. L'alliage forme une couche d'oxyde passive (ZnO·NiO) qui auto-répare les rayures mineures.
Résistance à la corrosion : résiste à 1 000 heures de tests NSS, excellent pour les moteurs exposés à l'eau salée (par exemple, moteurs synchrones marins, éoliennes côtières).
Avantages du moteur synchrone :
Résistance supérieure à l'eau salée : surpasse le Ni-P dans les environnements côtiers ou marins.
Bonne ductilité : résiste aux fissures dues aux vibrations du rotor.
Limites : Résistance à la température inférieure (max 150 °C) et coût plus élevé que le Ni-P pour les applications non marines.
Comment optimiser la conception des aimants et l'assemblage du moteur pour la protection contre la corrosion ?
Les revêtements de surface ne suffisent pas à eux seuls : les choix de conception pour l'ensemble aimant et moteur jouent un rôle essentiel dans la minimisation du risque de corrosion. Ces optimisations complètent les revêtements et prolongent la durée de vie des aimants :
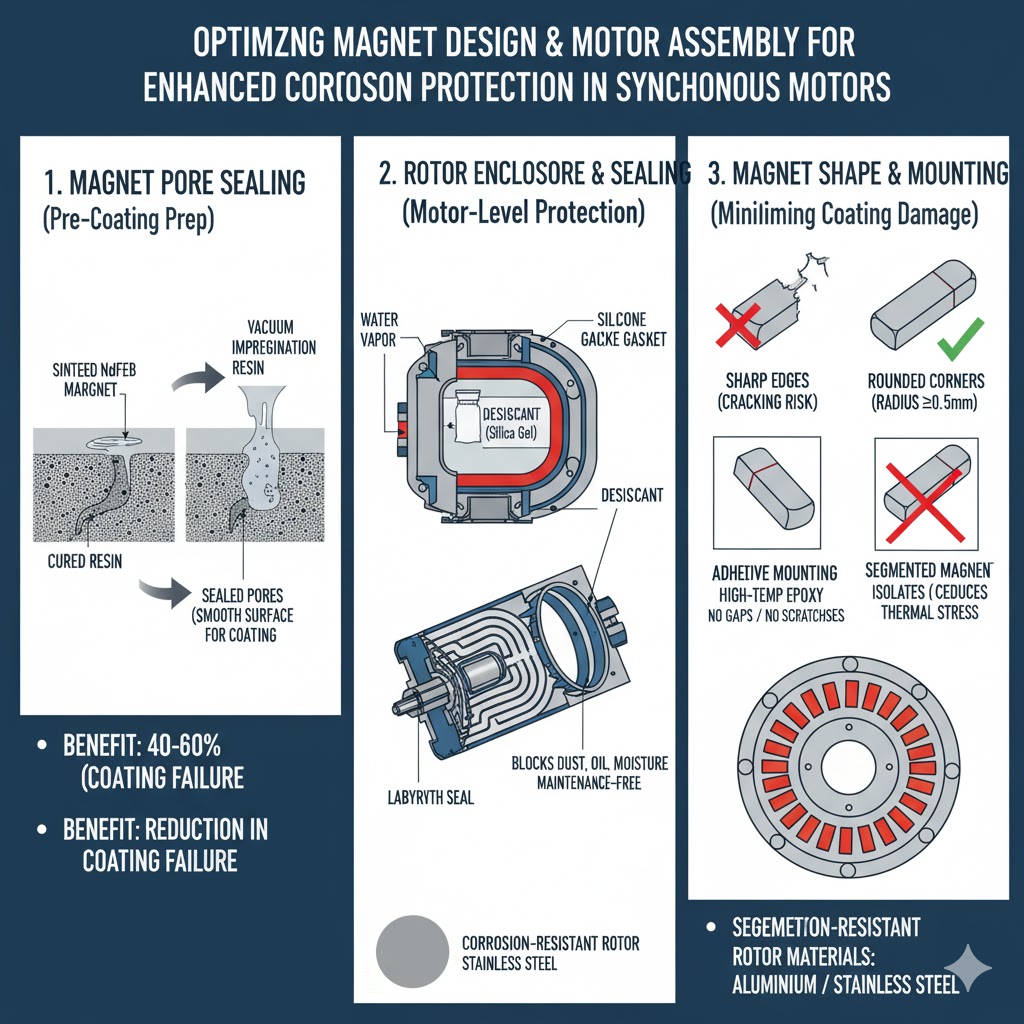
Scellement des pores par aimant (préparation du pré-revêtement)
Les pores de surface du NdFeB fritté retiennent l’humidité et les contaminants, nuisant ainsi à l’efficacité du revêtement. Le scellement des pores avant revêtement est essentiel :
Processus : Après le frittage, les aimants sont plongés dans une résine à faible viscosité (par exemple acrylique ou silicone) qui pénètre dans les pores (par imprégnation sous vide), puis durcis pour les sceller. Cela crée une surface lisse et sans pores pour l'adhérence du revêtement.
Avantage : les pores scellés réduisent l'échec du revêtement de 40 à 60 % : les revêtements ne « font plus de pont » sur les pores (qui peuvent se fissurer et laisser entrer l'humidité). Pour les aimants de moteurs synchrones, cette étape est obligatoire pour les revêtements Ni-P ou PVD.
Boîtier du rotor et étanchéité (protection au niveau du moteur)
Le rotor du moteur (où les aimants sont montés) doit être fermé pour empêcher l'humidité et les contaminants d'atteindre les aimants :
Étanchéité hermétique : pour les moteurs dans des environnements humides (par exemple, véhicules électriques, applications marines), utilisez un boîtier de rotor hermétiquement fermé avec des joints en caoutchouc (par exemple, nitrile ou silicone) pour bloquer la vapeur d'eau. Ajoutez un déshydratant (par exemple du gel de silice) à l'intérieur du boîtier pour absorber l'humidité résiduelle.
Joints à labyrinthe : pour les moteurs synchrones à grande vitesse (par exemple, les éoliennes), utilisez des joints à labyrinthe (ailettes métalliques emboîtables) sur l'arbre du rotor : ils créent un chemin tortueux qui empêche la poussière, l'huile et l'humidité de pénétrer dans la zone de l'aimant. Les joints labyrinthe ne nécessitent aucun entretien et sont compatibles avec les températures élevées.
Matériaux du rotor résistants à la corrosion : utilisez de l'aluminium ou de l'acier inoxydable (304/316) pour le noyau du rotor : ces matériaux ne rouillent pas et empêchent la corrosion galvanique (lorsque des métaux différents, comme le fer et le cuivre, réagissent en présence d'électrolytes).
Forme et montage de l'aimant (minimisant les dommages au revêtement)
La façon dont les aimants sont façonnés et montés dans le rotor affecte l’intégrité du revêtement :
Bords et coins lisses : évitez les bords tranchants (qui sont sujets aux fissures du revêtement) en concevant des aimants avec des coins arrondis (rayon ≥0,5 mm). Les arêtes vives peuvent s'écailler pendant l'assemblage, exposant ainsi le matériau nu de l'aimant.
Montage adhésif (au lieu d'un serrage mécanique) : utilisez des adhésifs époxy haute température (par exemple, des résines époxy avec des charges céramiques) pour coller les aimants au rotor. Les pinces mécaniques (par exemple, des supports métalliques) peuvent rayer les revêtements ou créer des espaces où l'humidité s'accumule. Les adhésifs comblent également les petits espaces entre les aimants et le rotor, réduisant ainsi le piégeage de l'humidité.
Conception d'aimant segmenté : pour les grands rotors, utilisez de petits aimants segmentés (au lieu d'un grand aimant) : si le revêtement d'un segment est endommagé, la corrosion est limitée à ce segment (empêchant une défaillance complète du rotor). Les segments réduisent également les contraintes thermiques (moins de dilatation/contraction), réduisant ainsi le risque de fissuration du revêtement.
Quelles pratiques de maintenance et d’exploitation préviennent la corrosion ?
Même avec des revêtements et des optimisations de conception, un entretien régulier et un fonctionnement correct sont essentiels pour prolonger la durée de vie des aimants dans les moteurs synchrones. Ces pratiques concernent l’usure, les dommages au revêtement et l’exposition environnementale :
Inspection de routine et réparation du revêtement
Inspections visuelles : tous les 6 à 12 mois (ou après une exposition à des conditions extrêmes, comme de fortes pluies), inspectez l'intérieur du moteur (via les ports d'inspection) à la recherche de signes de corrosion : rouille rouge/brune sur les aimants, revêtements bouillonnants ou écaillés, ou dépôts d'oxyde blanc.
Tests non destructifs (CND) : pour les moteurs critiques (par exemple, les éoliennes), utilisez des tests par ultrasons pour détecter la corrosion cachée sous les revêtements (par exemple, des piqûres à l'intérieur des pores) ou des tests par courants de Foucault pour vérifier l'épaisseur du revêtement.
Réparations ponctuelles : Si de petits dommages au revêtement sont constatés (par exemple, une égratignure), nettoyez la zone avec de l'alcool, appliquez une petite quantité de résine époxy (pour les moteurs à basse température) ou de peinture de retouche Ni-P (pour les moteurs à haute température) et faites-la durcir conformément aux directives du fabricant. Cela empêche la corrosion localisée de se propager.
Contrôle de l'humidité et de la température
Déshumidification : Pour les moteurs stockés ou utilisés dans des environnements très humides (HR > 60 %), installez un déshumidificateur dans la salle des moteurs ou utilisez un rotor chauffant (un petit appareil de chauffage à l'intérieur du rotor) pour garder l'intérieur sec (HR <40 %).
Évitez les chocs thermiques : minimisez les changements rapides de température (par exemple, démarrage d'un moteur froid à pleine charge) : le choc thermique provoque des fissures dans le revêtement. Au lieu de cela, augmentez progressivement la vitesse du moteur (sur 5 à 10 minutes) pour permettre à l'aimant et au revêtement de chauffer uniformément.
Entretien du liquide de refroidissement : pour les moteurs synchrones refroidis par liquide, vérifiez les niveaux et la qualité du liquide de refroidissement tous les 3 à 6 mois. Remplacez le liquide de refroidissement contaminé par de l'eau (utilisez un réfractomètre pour mesurer la concentration de glycol) ou dont le pH se situe en dehors de la plage de 7 à 9 (le liquide de refroidissement acide/alcalin corrode les revêtements).
Gestion des contaminants
Contrôle de l'huile et de la poussière : gardez la zone du moteur propre : essuyez immédiatement les déversements d'huile (l'huile moteur contient du soufre qui dégrade les revêtements Ni-P) et utilisez des filtres à air pour éviter l'accumulation de poussière (la poussière emprisonne l'humidité, accélère la corrosion).
Évitez l'exposition aux produits chimiques : pour les moteurs industriels, assurez-vous que le moteur n'est pas exposé à des acides, des alcalis ou des solvants (par exemple, des produits chimiques de nettoyage). En cas d’exposition, rincez l’extérieur du moteur avec de l’eau (si sécuritaire) et séchez-le soigneusement.
Gestion en fin de vie
Lorsqu'un moteur est mis hors service, retirez et inspectez les aimants. Si les revêtements sont intacts et que la corrosion est minime, les aimants peuvent être réutilisés dans des moteurs de moindre puissance (par exemple, de petites pompes). Cela réduit les déchets et diminue les coûts de remplacement. Pour les aimants corrodés, jetez-les correctement (conformément aux réglementations locales) pour éviter toute contamination de l'environnement (le Nd est un métal de terre rare qui peut s'infiltrer dans le sol/l'eau).
Quelles sont les meilleures pratiques pour les applications spécifiques de moteurs synchrones ?
Les besoins en matière de protection contre la corrosion varient selon l'application. Vous trouverez ci-dessous des recommandations adaptées aux utilisations les plus courantes des moteurs synchrones :
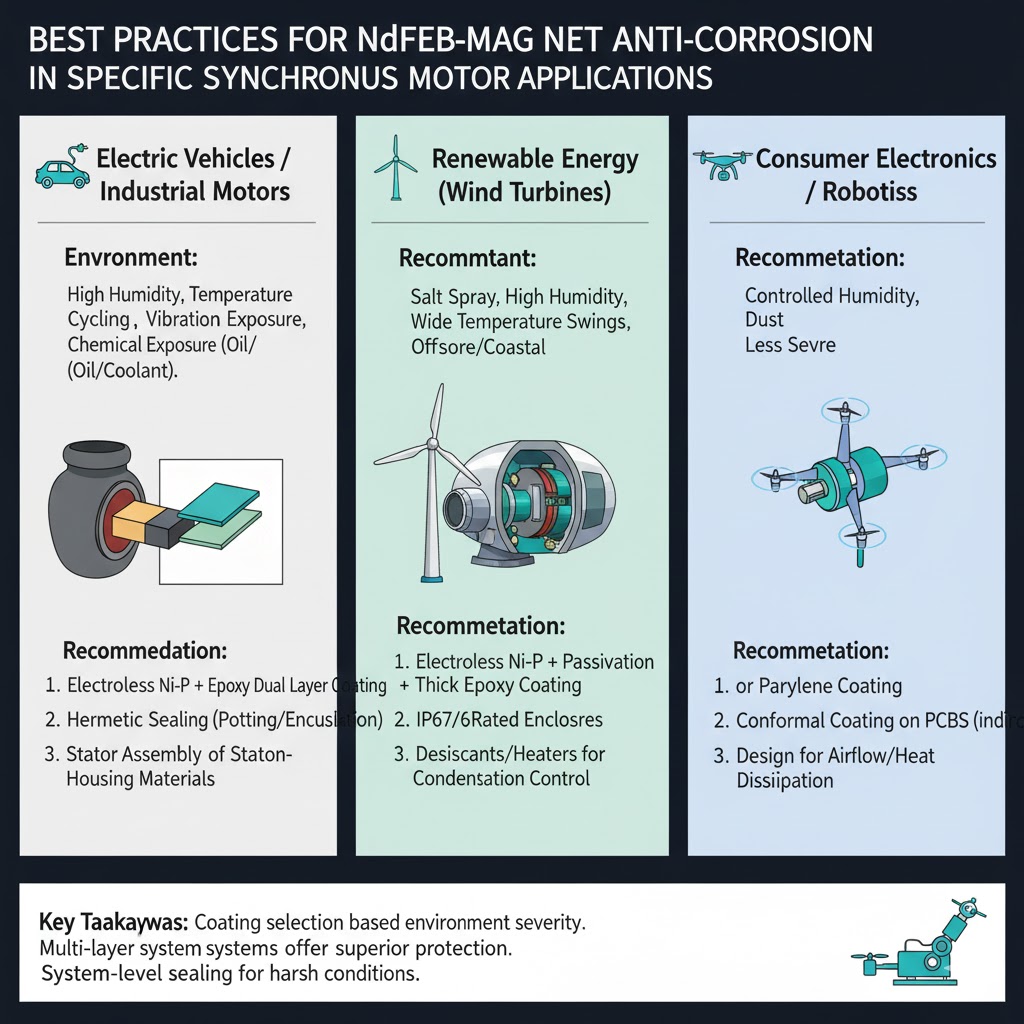
Moteurs de traction EV (vibrations élevées, cyclage thermique)
Revêtement : couche de finition époxy Ni-P (Ni-P pour la résistance à la corrosion, époxy pour la flexibilité nécessaire pour résister aux vibrations/cyclages thermiques).
Conception : Rotor hermétiquement fermé avec joints en silicone, aimants segmentés liés avec de l'époxy haute température et un déshydratant dans le boîtier du rotor.
Entretien : Inspectez la qualité du liquide de refroidissement tous les 6 mois, évitez de conduire dans des eaux profondes (pour éviter les fuites du boîtier) et réparez les dommages au revêtement après des collisions.
Générateurs d’éoliennes (extérieur, exposition à l’eau salée)
Revêtement : alliage Zn-Ni (pour les turbines côtières) ou PVD Al₂O₃ (pour les turbines intérieures haute température).
Conception : joints labyrinthes sur l’arbre du rotor, noyau du rotor en acier inoxydable et protection contre la pluie sur le moteur pour éviter toute exposition directe à l’eau.
Entretien : Inspections CND annuelles, nettoyez l'extérieur du moteur avec de l'eau douce tous les 3 mois (pour éliminer les dépôts de sel) et remplacez les dessicants tous les 2 ans.
Moteurs de pompes industrielles (exposition humide et chimique)
Revêtement : Résine époxy avec inhibiteurs de corrosion (économique) ou Ni-P (pour la résistance chimique).
Conception : joint hermétique du rotor, aimants montés par adhésif et boîtier de rotor résistant à la corrosion (aluminium).
Entretien : vérifiez mensuellement les fuites de liquide de refroidissement, remplacez les joints usés tous les 12 mois et évitez d'utiliser des produits chimiques de nettoyage agressifs à proximité du moteur.
En résumé, la protection des aimants NdFeB frittés dans les moteurs synchrones nécessite une approche multicouche : des revêtements de surface efficaces (adaptés à l'application), des optimisations de conception (étanchéité des pores, étanchéité du rotor) et une maintenance régulière (inspection, contrôle de l'humidité). En combinant ces stratégies, les fabricants et les opérateurs peuvent prolonger la durée de vie des aimants de 5 à 8 ans à 15 à 20 ans, réduisant ainsi les temps d'arrêt des moteurs et les coûts de remplacement, essentiels pour la fiabilité des véhicules électriques, des systèmes d'énergie renouvelable et des équipements industriels.
Jinlun Magnet spécialisé dans la recherche et le développement, production et vente de terres rares permanentes de haute performance matériaux magnétiques.
Liens rapides
Informations de contact.
-
 Sales00@jlmagnet.com
Sales00@jlmagnet.com
-
 +86-574-6321 2222
+86-574-6321 2222
-
 No. 330 Xinxing 1st Road, parc industriel de Xinxing, rue Zonghan, ville de Cixi, province du Zhejiang, Chine
No. 330 Xinxing 1st Road, parc industriel de Xinxing, rue Zonghan, ville de Cixi, province du Zhejiang, Chine
Code QR mobile
Droit d'auteur © Technologie Cie., Ltd d'aimant de Ningbo Jinlun. Tous droits réservés.
Fabricant d'aimants NdFeB frittés en Chine usine d'aimants NdFeB frittés en gros

HAUT

